Production Technology and Equipment of PVC Foaming Wood Plastic in PLASTEX International
One Production Technology of PVC Wood Plastic
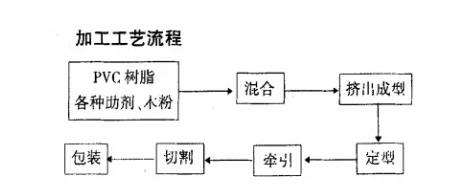
PVC resin mixed with wood flour, calcium carbonate and additives by high-speed mixer to the required temperature,according to the filling volume temperature is generally 115-125 C, then cold mixing to about 50-40 degrees of discharge natural cooling after use:
1. Directly use of mixed powder through conical double extruder extrusion product is one-step method. The advantage of one-step production is that it does not need granulation, saves investment in granulation equipment and maintenance costs of hydropower, manpower and equipment, and reduces material loss. But the quality and appearance of products are not as good as two-step method. Especially the one-step method is difficult for the ecological wood to imitate wood for indoor and outdoor decoration, which requires the same wood grain as wood (one-step method can also produce wood grain such as density of 1.0 or more, but increase the cost).
Two Molding Technology and Equipment
Good processing technology and equipment should ensure that the mixture of material and foaming agent is uniform, and maintain a high and stable die pressure, so that the die pressure is large enough and pressure drop is fast enough to obtain a good bubble shape.
1. Mixing and feeding
Production process of raw materials: Wood fiber is a material with strong water absorption. Its water content is about 15% or even higher, and its inorganic filler is about 5%. The water content is the natural enemy affecting the stability and quality of plastics, especially wood plastic, such as foaming ratio, water absorption, deformation, weatherability and other physical properties of products. So it's better to keep moisture under 1%. Controlling the reasonable moisture content of fibers and fillers - - - adding high mixer - - - mixing to 100 degrees - - - adding appropriate coupling agent - - - mixing to 110 - 115 degrees - - - turning off the motor when it is still and opening the mixer cover for 2 - 3 minutes - - - adding PVC, stabilizer - - - mixing to 80 degrees - - - adding lubricants and other additives - - - adding processing aids at 100 degrees, foaming agent - - - 120 - 125 powder unloading - - - the motor stops after unloading. Open the lid for 2-3 minutes and then mix the raw material (preferably mix five ingredients to clean up the mixer) - - the powder can be granulated at 40 degrees in the cold mixing barrel order or added to the twin-screw production (cold mixing barrel must have circulating cold water). In mixing, we must pay attention to the observation of temperature and time, such as ordinary cold pot mixing a hand material in about 20-25 minutes, hot pot in about 12-15 minutes (temperature set at about 125 degrees). If the time difference is 3 minutes or more, it may be that there is a problem in the temperature sensing line or temperature control is not accurate, or the horn knife of mixer wears seriously. This will affect the stability and color of foaming ratio. When granulating, attention should be paid to the accuracy of temperature control, the normal operation of the fan, the size of the current, particle size, surface, length, stickiness of the material, and the stability of the cutting material. Never break the material.
Mixing process affects the dispersion of components by influencing the contact and reaction between different components, and then affects the properties of materials. When mixing, the proper sequence, temperature and time of feeding should be selected. Because wood flour powder is fluffy, bridging and holding poles are easy to appear in the feeding process. The instability of feeding will make the extrusion fluctuate and reduce the extrusion quality. Therefore, it is necessary to strictly control the feeding mode and feeding quantity. In order to ensure the stability of extrusion, forced feeding device or starvation feeding are generally used. The extrusion foaming process of PVC/wood flour composites is generally divided into two steps and one step: two-step method, i.e., granulation before forming; one-step method, i.e., the granulation process is omitted, and the surface modified wood flour and PVC powder are mixed at high speed and then extruded directly. The results show that master batch method (two-step method) is beneficial to improve the mechanical properties of PVC/wood-plastic.
A. The key to setting the temperature of each section of the extruder is compression section, metering section and die. Accuracy of temperature control, such as inaccuracy of temperature control, affects foaming ratio and color. Foaming is mainly the setting of temperature in compression section and measurement section, while forming is mainly the temperature of die.
B. The normal operation of each section of the fan.
C. The magnitude and stability of the host current. If the current fluctuation of the main engine is large, it shows that the dispersions of slippers, processing aids, fibers and PVC components are not uniform.
D, the speed of the host must be the same, because the speed will affect the foaming rate and color.
The physical and chemical reactions of the material in the barrel of the extruder should be taken into account when setting the extrusion temperature. The temperature of feeding section should ensure that the material can melt quickly, prevent the escape of decomposing gas and prevent the decomposition of foaming agent in advance; the temperature setting of compression section and measuring section should take into account the decomposition temperature and decomposition rate of chemical foaming agent, wood flour burning and PVC decomposition; the temperature of machine head should keep the melt flowing well while having enough melt viscosity to maintain the melt in the machine head. The body is under high pressure so that it does not foam in the nose. Yao Zhuping believes that low temperature extrusion should be adopted under fully plasticized conditions. Equipment such as screw and moulding die should also have low temperature extrusion characteristics to ensure that the bubble has a good shape and smaller diameter. Feeding section temperature should be controlled below 165 C, compression section and homogenization section between 60 ~180 C, and die and die should be set below 160 C.
3. Screw speed
The influence of screw speed on extrusion foam is mainly manifested in the following aspects: first, the higher the screw speed is, the greater the pressure in the extruder, thus the more conducive to nucleation, the more nucleated bubbles are, and the higher the foaming rate is. However, when the pressure is too high, the cell growth of nucleation is inhibited, which affects the full growth of the cell; secondly, the higher the screw speed, the stronger the shearing effect, the easier the cell coalescence or rupture when the shearing effect is too strong, which affects the foam quality and the formation of low density foam plastics; thirdly, the screw speed is too high or too low, which makes the residence time too short or too long, and the volume of foam plastics. It is easy to occur early foaming or inadequate decomposition of foaming agent, which is not conducive to the formation of uniform and fine cell structure. Therefore, when other factors remain unchanged, there is an optimum value of screw speed, generally between 12 and 18 r/min.
4. Extrusion pressure
Insufficient extrusion pressure will result in rough surface and low strength of the product. Higher extrusion pressure can not only control the gas-containing melt in the die not to foam in advance, but also make the pressure difference between inside and outside the die of the die larger, so that the pressure drop rate is high, which is conducive to bubble nucleation, the number of nucleated bubbles increases, and the foaming rate also increases, which is conducive to obtaining uniform and compact bubble structure. However, high extrusion pressure is not conducive to cell growth. In order to obtain the appropriate die pressure, the screw speed, the die temperature and the die shape can be adjusted.
5. Molding equipment
The Single Screw Extruder mainly conveys materials by friction. The mixing effect is poor. Wood powder stays in the barrel for a long time and is easy to burn. Therefore, it is limited in the extrusion of PVC/WPC composite materials. In order to improve the mixing effect of PVC/wood-plastic, the single screw used in the processing of PVC/wood-plastic should have a mixing zone, or pelletize first, then extrude with pellets, but this process consumes additives and reduces the performance of PVC.
Three Deficiencies of PVC Wood Plastic Products
Discoloration problem
There are many reasons for discoloration, such as ultraviolet radiation, temperature, humidity, air and acidity and alkalinity of the environment in which the product is located.
How to prevent product discoloration:
A color powder has good color fastness, migration resistance, high temperature resistance and heat resistance.
B chooses the lubricant which is not easy to precipitate.
C. Adding antioxidant and ultraviolet absorbent to improve the weatherability of products.
D To meet the processing requirements and reduce the processing temperature as much as possible.
E product surface spraying weatherproof paint with good weatherproof.
F Co-extruded materials with good weatherability.
Deformation problem
Deformation is mainly due to the low thermal deformation difference of Vica products. To improve the thermal deformation resistance, the following aspects should be taken into account:
Additives such as low melting point lubricant, CPE, DOP, epoxy soybean oil and so on are not added or added as little as possible.
B Reasonable lubrication system and quantity.
C Reasonable production process such as production speed, cooling water temperature.
D. Reduce the internal stress of the product.
Reasonable design of E mould.
F Placement and storage of semi-finished products.
Reasonable matching of the type and amount of G filling can improve the mechanical properties of wood-plastic, such as impact strength, flexural strength, modulus, etc.
Flame Retardant Problems
PVC resin mixed with wood flour, calcium carbonate and additives by high-speed mixer to the required temperature,according to the filling volume temperature is generally 115-125 C, then cold mixing to about 50-40 degrees of discharge natural cooling after use:
1. Directly use of mixed powder through conical double extruder extrusion product is one-step method. The advantage of one-step production is that it does not need granulation, saves investment in granulation equipment and maintenance costs of hydropower, manpower and equipment, and reduces material loss. But the quality and appearance of products are not as good as two-step method. Especially the one-step method is difficult for the ecological wood to imitate wood for indoor and outdoor decoration, which requires the same wood grain as wood (one-step method can also produce wood grain such as density of 1.0 or more, but increase the cost).
2. Cooled powder is produced by conical double granulation and single screw extrusion, i.e. two-step process. Advantages and disadvantages are the opposite. Eco-wood production by two-step method is ideal.

Two Molding Technology and Equipment
Good processing technology and equipment should ensure that the mixture of material and foaming agent is uniform, and maintain a high and stable die pressure, so that the die pressure is large enough and pressure drop is fast enough to obtain a good bubble shape.
1. Mixing and feeding
Production process of raw materials: Wood fiber is a material with strong water absorption. Its water content is about 15% or even higher, and its inorganic filler is about 5%. The water content is the natural enemy affecting the stability and quality of plastics, especially wood plastic, such as foaming ratio, water absorption, deformation, weatherability and other physical properties of products. So it's better to keep moisture under 1%. Controlling the reasonable moisture content of fibers and fillers - - - adding high mixer - - - mixing to 100 degrees - - - adding appropriate coupling agent - - - mixing to 110 - 115 degrees - - - turning off the motor when it is still and opening the mixer cover for 2 - 3 minutes - - - adding PVC, stabilizer - - - mixing to 80 degrees - - - adding lubricants and other additives - - - adding processing aids at 100 degrees, foaming agent - - - 120 - 125 powder unloading - - - the motor stops after unloading. Open the lid for 2-3 minutes and then mix the raw material (preferably mix five ingredients to clean up the mixer) - - the powder can be granulated at 40 degrees in the cold mixing barrel order or added to the twin-screw production (cold mixing barrel must have circulating cold water). In mixing, we must pay attention to the observation of temperature and time, such as ordinary cold pot mixing a hand material in about 20-25 minutes, hot pot in about 12-15 minutes (temperature set at about 125 degrees). If the time difference is 3 minutes or more, it may be that there is a problem in the temperature sensing line or temperature control is not accurate, or the horn knife of mixer wears seriously. This will affect the stability and color of foaming ratio. When granulating, attention should be paid to the accuracy of temperature control, the normal operation of the fan, the size of the current, particle size, surface, length, stickiness of the material, and the stability of the cutting material. Never break the material.
Mixing process affects the dispersion of components by influencing the contact and reaction between different components, and then affects the properties of materials. When mixing, the proper sequence, temperature and time of feeding should be selected. Because wood flour powder is fluffy, bridging and holding poles are easy to appear in the feeding process. The instability of feeding will make the extrusion fluctuate and reduce the extrusion quality. Therefore, it is necessary to strictly control the feeding mode and feeding quantity. In order to ensure the stability of extrusion, forced feeding device or starvation feeding are generally used. The extrusion foaming process of PVC/wood flour composites is generally divided into two steps and one step: two-step method, i.e., granulation before forming; one-step method, i.e., the granulation process is omitted, and the surface modified wood flour and PVC powder are mixed at high speed and then extruded directly. The results show that master batch method (two-step method) is beneficial to improve the mechanical properties of PVC/wood-plastic.
2. Molding temperature
Extrusion process
Major attention should be paid to the following aspectsA. The key to setting the temperature of each section of the extruder is compression section, metering section and die. Accuracy of temperature control, such as inaccuracy of temperature control, affects foaming ratio and color. Foaming is mainly the setting of temperature in compression section and measurement section, while forming is mainly the temperature of die.
B. The normal operation of each section of the fan.
C. The magnitude and stability of the host current. If the current fluctuation of the main engine is large, it shows that the dispersions of slippers, processing aids, fibers and PVC components are not uniform.
D, the speed of the host must be the same, because the speed will affect the foaming rate and color.
The physical and chemical reactions of the material in the barrel of the extruder should be taken into account when setting the extrusion temperature. The temperature of feeding section should ensure that the material can melt quickly, prevent the escape of decomposing gas and prevent the decomposition of foaming agent in advance; the temperature setting of compression section and measuring section should take into account the decomposition temperature and decomposition rate of chemical foaming agent, wood flour burning and PVC decomposition; the temperature of machine head should keep the melt flowing well while having enough melt viscosity to maintain the melt in the machine head. The body is under high pressure so that it does not foam in the nose. Yao Zhuping believes that low temperature extrusion should be adopted under fully plasticized conditions. Equipment such as screw and moulding die should also have low temperature extrusion characteristics to ensure that the bubble has a good shape and smaller diameter. Feeding section temperature should be controlled below 165 C, compression section and homogenization section between 60 ~180 C, and die and die should be set below 160 C.
3. Screw speed
The influence of screw speed on extrusion foam is mainly manifested in the following aspects: first, the higher the screw speed is, the greater the pressure in the extruder, thus the more conducive to nucleation, the more nucleated bubbles are, and the higher the foaming rate is. However, when the pressure is too high, the cell growth of nucleation is inhibited, which affects the full growth of the cell; secondly, the higher the screw speed, the stronger the shearing effect, the easier the cell coalescence or rupture when the shearing effect is too strong, which affects the foam quality and the formation of low density foam plastics; thirdly, the screw speed is too high or too low, which makes the residence time too short or too long, and the volume of foam plastics. It is easy to occur early foaming or inadequate decomposition of foaming agent, which is not conducive to the formation of uniform and fine cell structure. Therefore, when other factors remain unchanged, there is an optimum value of screw speed, generally between 12 and 18 r/min.
4. Extrusion pressure
Insufficient extrusion pressure will result in rough surface and low strength of the product. Higher extrusion pressure can not only control the gas-containing melt in the die not to foam in advance, but also make the pressure difference between inside and outside the die of the die larger, so that the pressure drop rate is high, which is conducive to bubble nucleation, the number of nucleated bubbles increases, and the foaming rate also increases, which is conducive to obtaining uniform and compact bubble structure. However, high extrusion pressure is not conducive to cell growth. In order to obtain the appropriate die pressure, the screw speed, the die temperature and the die shape can be adjusted.
5. Molding equipment
The Single Screw Extruder mainly conveys materials by friction. The mixing effect is poor. Wood powder stays in the barrel for a long time and is easy to burn. Therefore, it is limited in the extrusion of PVC/WPC composite materials. In order to improve the mixing effect of PVC/wood-plastic, the single screw used in the processing of PVC/wood-plastic should have a mixing zone, or pelletize first, then extrude with pellets, but this process consumes additives and reduces the performance of PVC.
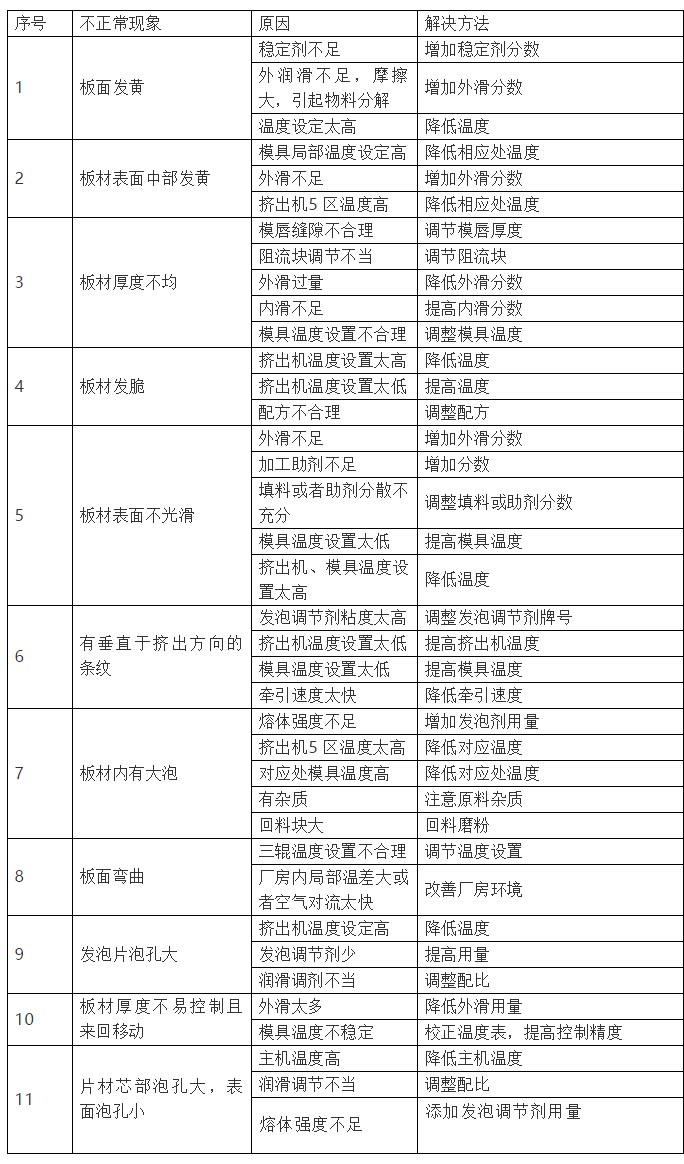
6. Solutions to Problems

Three Deficiencies of PVC Wood Plastic Products
Discoloration problem
There are many reasons for discoloration, such as ultraviolet radiation, temperature, humidity, air and acidity and alkalinity of the environment in which the product is located.
How to prevent product discoloration:
A color powder has good color fastness, migration resistance, high temperature resistance and heat resistance.
B chooses the lubricant which is not easy to precipitate.
C. Adding antioxidant and ultraviolet absorbent to improve the weatherability of products.
D To meet the processing requirements and reduce the processing temperature as much as possible.
E product surface spraying weatherproof paint with good weatherproof.
F Co-extruded materials with good weatherability.
Deformation problem
Deformation is mainly due to the low thermal deformation difference of Vica products. To improve the thermal deformation resistance, the following aspects should be taken into account:
Additives such as low melting point lubricant, CPE, DOP, epoxy soybean oil and so on are not added or added as little as possible.
B Reasonable lubrication system and quantity.
C Reasonable production process such as production speed, cooling water temperature.
D. Reduce the internal stress of the product.
Reasonable design of E mould.
F Placement and storage of semi-finished products.
Reasonable matching of the type and amount of G filling can improve the mechanical properties of wood-plastic, such as impact strength, flexural strength, modulus, etc.
Flame Retardant Problems
Wood-plastic materials have flame retardant properties. The key is to increase the oxygen index and reduce the smoke emission during combustion. It can be filled with flame retardant and plasticizer uses chlorinated paraffin.

Four Free reference formula
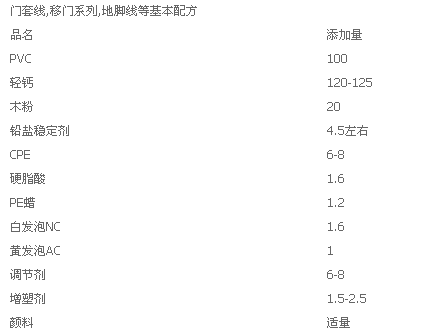
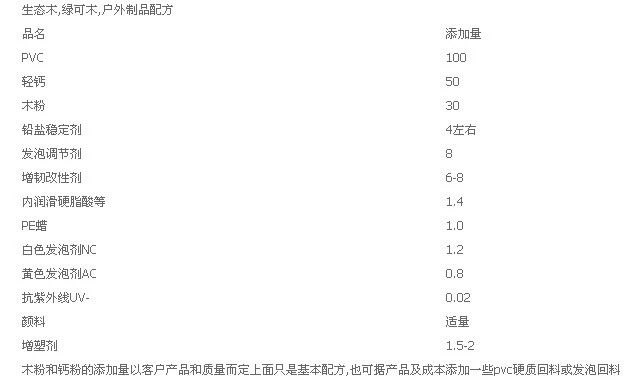
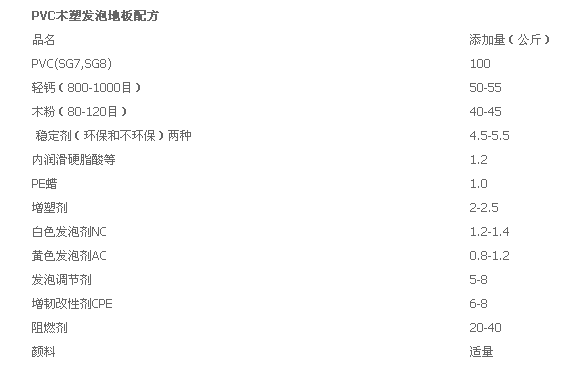
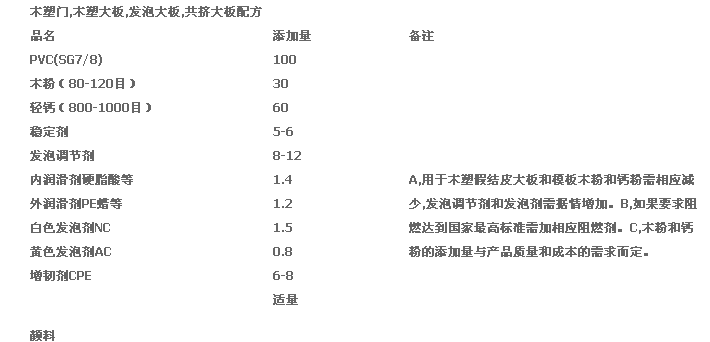
Wood Plastic Standard
GB/T 24137-2009 Wood Plastic Decoration Board
GB/T 24508-2009 Wood Plastic Flooring
LY/T 1613-2004 Extruded Wood-Plastic Composites
address
No.720,Tongdu Avenue North, Tongling City, Anhui Province
Mob.:
+86 13905623611
-
Business scope
International Trade of Plastic Machinery
Design of Plastic Machinery, Plastic Mould, Plastic Material and Plastic Products
Processing agent and sales, self-management and agency of import and export business of various commodities and technologies